
13 câu hỏi
Trong chuỗi sản xuất cơ khí, phương pháp đúc đóng vai trò chính là:
Tạo phôi
Tạo ra sản phẩm
Tạo phôi cho các phương pháp tạo phôi khác
Tạo ra chi tiết máy
Đặc điểm nổi bật của đúc trong khuôn cát so với các phương pháp đúc khác:
Độ bóng, độ chính xác cao
Năng suất cao
Kết cấu phức tạp, khối lượng lớn
Sản xuất hàng loạt đến hàng khối
Cấu tạo kim loại vật đúc theo mặt cắt ngang từ ngoài vào trong theo thứ tự như sau:
Hạt mịn, hạt hình trụ, hạt tròn lớn
Lõm co, hạt hình trụ, hạt mịn
Hạt hình trụ, hạt tròn lớn, hạt mịn
Hạt tròn lớn, hạt hình trụ, hạt mịn
Vị trí của lõm co:
Nằm ở vùng có thể tích kim loại lớn
Nằm ở bên trong vật đúc
Nằm ở thành mỏng của vật đúc
Nằm ở phía trên cùng của vật đúc
Rỗ co làm giảm tiết diện chịu lực của vật đúc, làm tăng ứng suất tập trung và giảm độ dẻo. Để hạn chế rỗ co khi thiết kế đúc ta phải:
Cho thành vật đúc chênh lệch dày mỏng nhiều
Cho hướng kết tinh từ xa đến chân đậu ngót hoặc hệ thống rót
Cho hướng kết tinh từ chân đậu ngót hoặc hệ thống rót đến tâm vật đúc
Cho thành vật đúc càng dày càng tốt
Quá trình sản xuất đúc bằng khuôn cát gồm 3 khâu chính nào?
Làm khuôn, làm lõi, nấu kim loại
Làm mẫu, làm lõi, làm khuôn
Làm cát, làm khuôn, nấu kim loại
Làm khuôn, rót kim loại, làm sạch vật đúc
Chỉ tiêu nào dùng để đánh giá chất lượng vật đúc.
Độ xốp của kim loại
Thành phần hóa học của kim loại vật đúc
Độ chính xác, và tạp chất
Độ chính xác hình dạng, kích thước; độ nhẵn bóng bề mặt; chất lượng kim loại
Lõi “drop or stop of core” như hình 1 dùng khi nào.
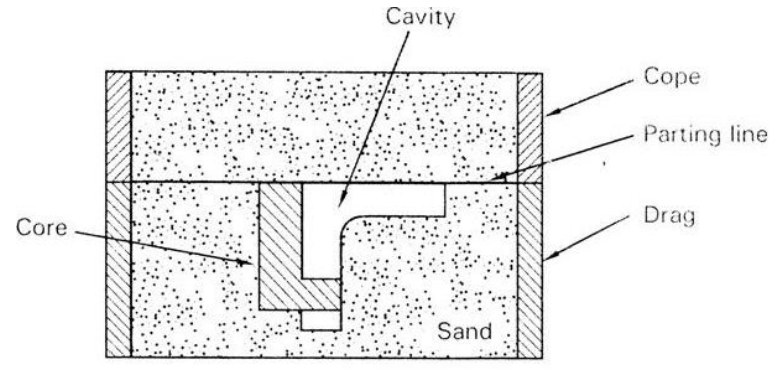
Khi chi tiết có lỗ (phần rỗng) trùng với mặt phân khuôn
Khi chi tiết có lỗ (phần rỗng) vuông góc với mặt phân khuôn
Khi chi tiết có lỗ (phần rỗng) song song nhưng không trùng với mặt phân khuôn
Khi chi tiết có lỗ (phần rỗng) không trùng với mặt phân khuôn
Đậu ngót bố trí ở:
Ở chỗ có thành mỏng
Ở vị trí giữa của lòng khuôn
Ở vị trí cao nhất trong khuôn
Cùng phía với hệ thống rót
Kích thước mẫu đúc bằng
Kích thước chi tiết máy + lượng dư gia công + độ co kim loại.
Kích thước vật đúc
Kích thước chi tiết máy + độ co kim loại + kích thước lõi.
Kích thước chi tiết máy + lượng dư gia công.
Kích thước vật đúc bằng:
Kích thước chi tiết máy + lượng dư gia công + độ co kim loại.
Kích thước chi tiết máy - lượng dư gia công - dung sai đúc - độ co kim loại.
Kích thước chi tiết máy - lượng dư gia công + độ co kim loại + kích thước lõi.
Kích thước chi tiết máy + lượng dư gia công + dung sai đúc.
Khi chọn chuẩn thô phải chú ý yêu cầu:
Phân phối đủ lượng dư cho các bề mặt gia công.
Chỉ cần có lượng dư gia công là được
Phôi còn thô nên không quan trọng
Chỉ cần phẳng là được
Lượng dư gia công phụ thuộc vào
Kích thước chi tiết, phương pháp gia công
Vị trí bề mặt chi tiết trong lòng khuôn, phương pháp đúc
Kích thước chi tiết, phương pháp gia công
Nhiệt độ chảy của kim loại.