
25 câu hỏi
Để làm giảm tốc độ nung nóng quá lớn khi hàn gây ra sự phân bố nhiệt độ không đều giữa các vùng kim loại cơ bản thì cần thực hiên:
Gia nhiệt trước khi hàn
Tăng cường độ dòng điện hàn
Gia nhiệt sau khi hàn
Tăng điện áp hàn
Gia nhiệt sơ bộ khi hàn chủ yếu phụ thuộc vào:
Chiều dày của vật liệu, hàm lượng Carbon của thép
Dòng điện hàn
Vị trí hàn
Người thợ hàn
Mục đích của việc gia nhiệt trước khi hàn là:
Tránh nứt ở vùng ảnh hưởng nhiệt giữa kim loại cơ bản và mối hàn
Cải thiện điều kiện làm việc
Giảm thời gian hàn
Giảm cường độ dòng điện hàn
Độ rộng vùng gia nhiệt thông thường so với chiều dày khi hàn là:
4 lần
10 lần
20 lần
40 lần
Độ rộng vùng gia nhiệt thông thường bằng 4 lần chiều dày vật hàn và từ tâm mối hàn tối thiểu là:
100 mm
10 m
1 mm
1000 mm
Mục đích của nung nóng sơ bộ khi hàn thép các bon cao và hợp kim là:
Làm giãm ứng suất nhiệt tác động lên mối hàn
Làm tăng chênh lệch nhiệt độ ở các khu vực xung quanh vùng hàn
Làm tăng ứng suất nhiệt tác động lên mối hàn
Làm tăng tốc độ nguội
Nung quá cao trong quá trình nung nóng sơ bộ thường gây ra hiện tượng:
Lãng phí và biến dạng kết cấu
Không an toàn trong khi hàn
Tăng chênh lệch nhiệt độ trong kim loại cơ bản
Kho kết dính kim loại hàn và vật hàn
Trong quá trình hàn khi thực hiện công việc thiết kế mép hàn phải dựa vào:
Dạng liên kết, chất lượng mối nối và phương pháp hàn được sử dụng
An toàn trong quá trình hàn
Giảm cường độ dòng hàn
Tăng cường độ hàn
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới là:
Phần lồi của mối hàn được cắt đi cho bằng với bề mặt kim loại cơ bản
Mối hàn được gia công để có sự chuyển tiếp đều từ kim loại mối hàn đến kim loại cơ bản
Mối hàn được gia công để có sự chuyển tiếp đều từ kim loại mối hàn đến kim loại cơ bản
Mối hàn gián đoạn hay các điểm hàn phân bố so le
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới thì chiều dài mỗi đoạn hàn là:
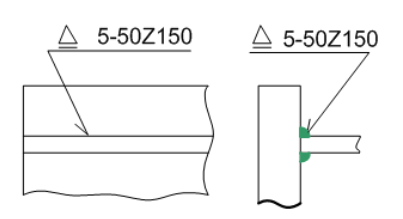
50 mm
5 mm
150 mm
55 mm
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới thì chiều dài bước hàn(Khoảng cách gữi hai mối hàn liên tiếp) là:
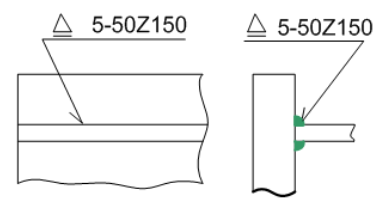
150 mm
5 mm
50 mm
55 mm
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới thì cạnh mối hàn góc (Khoảng cách gữi hai mối hàn liên tiếp) là:
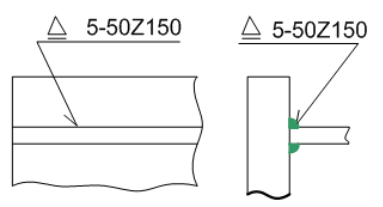
5 mm
150 mm
50 mm
55 mm
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới thì là:
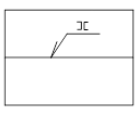
Mối hàn giáp mối một phía không vát cạnh
Mối hàn giáp mối vát cạnh hình chữ V hai phía
Mối hàn giáp mối hai phía không vát cạnh
Mối hàn ghép góc hai đầu bằng, một phía
Ký hiệu mối hàn theo tiêu chuẩn TCVN ở hình bên dưới thì là:
Mối hàn giáp mối vát cạnh hình chữ V hai phía
Mối hàn giáp mối một phía không vát cạnh
Mối hàn giáp mối hai phía không vát cạnh
Mối hàn ghép góc hai đầu bằng, một phía
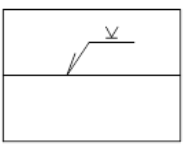
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới thì là:
![]()
Mối hàn góc
Mối hàn giáp mối mép vuông
Mối hàn giáp mối vát mép chữ V
Mối hàn giáp mối vát mép chữ U
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới thì là:
![]()
Mối hàn giáp mối vát mép chữ V
Mối hàn giáp mối mép vuông
Mối hàn góc
Mối hàn giáp mối vát mép chữ U
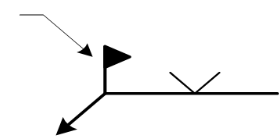
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới thì là: 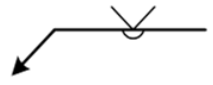
Mối hàn có đệm lót hoặc tấm đỡ phía sau
Mối hàn giáp mối mép vuông
Mối hàn góc
Mối hàn giáp mối vát mép chữ U
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới là:
Mối hàn giáp mối được thực hiện theo thực tế tại hiện trường
Mối hàn giáp mối được thực hiện ở xưởng chế tạo
Mối hàn giáp mối được thực hiện ở trên không
Mối hàn giáp mối được thực hiện ở dưới đất.
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới là “15” là:
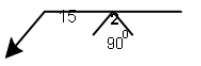
Chiều sâu mép vát
Cạnh mối hàn
Chiều dài mối hàn
Bước hàn
Theo quy ước của tiêu chuẩn AWS, Ký hiệu mối hàn ở hình bên dưới là “2” là:
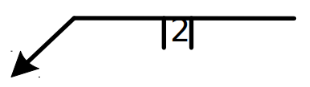
Khe hở chân mối hàn
Cạnh mối hàn
Bước hàn
Chiều dài mối hàn
Kim loại nền có tính dẻo tốt thì khi hàn bằng phương pháp hàn SMAW dễ bị:
Biến dạng
Rổ khí
Lẫn xỉ
Quá nhiệt
Kim loại nền có tính dẻo kém thì khi hàn bằng phương pháp hàn SMAW dễ bị:
Nứt
Rổ khí
Lẫn xỉ
Quá nhiệt
Để tránh ứng suất mặt phẳng và ứng suất khối, nên thiết kế các mối hàn dạng:
Không tập trung
Tập trung
Khép kín
Tăng số lượng các mối hàn
Nguyên nhân xuất hiện ứng suất dư trong kết cấu hàn là:
Nung nóng không đều kim loại vật hàn
Nung nóng đều kim loại vật hàn
Thêm bột đồng (Cu) vào thành phần vỏ thuốc của que hàn
Thêm bột chì (Pb) vào thành phần vỏ thuốc của que hàn
Khuyết tật không ngấu chảy thường hay xẩy ra với loại hình chuyển dịch hồ quang là:
Ngắn mạch
STT
Hình cầu
Phun