
25 câu hỏi
Độ ổn định và tuổi thọ chi tiết máy được đánh giá từ các khâu:
Thiết kế kỹ thuật; Chế tạo thử nghiệm
Đưa vào sản xuất thử nghiệm; Đánh giá kết quả
Chế tạo hoàn chỉnh
Cả ba câu trên đều đúng
Những thiệt hại mà phương thức bảo trì không có kế hoạch có thể gây ra là:
Thiệt hại về năng suất, chất lượng, tuổi thọ máy
Thiệt hại về nguyên vật liệu, an toàn, vốn
Thiệt hại về uy tín, khách hàng, hợp đồng
Cả ba câu trên đều đúng
Những lợi ích mang lại từ công tác bảo trì được thể hiện qua một số mặt sau:
Giảm thời gian ngừng máy ngoài kế hoạch
Kéo dài chu kỳ sống của thiết bị, nâng cao năng suất
Nâng cao chất lượng sản phẩm, năng suất ổn định
Tất cả các câu trên đều đúng
Yêu cầu đặt ra cho các nhà quản lý bảo trì hiện đại là phải giải quyết các vấn đề sau:
Lựa chọn kỹ thuật bảo trì thích hợp nhất; Phân biệt các loại quá trình hư hỏng
Đáp ứng mọi mong đợi của người chủ thiết bị, người sử dụng thiết bị và của toàn xã hội
Thực hiện công tác bảo trì hiệu quả nhất với sự hỗ trợ và hợp tác tích cực của tất cả mọi người
Tất cả các câu trên đều đúng
Giải pháp bảo trì vận hành đến khi hư hỏng có khuyết điểm
Khả năng kéo dài chu kỳ sống của thiết bị là rất ngắn; Ảnh hưởng không tốt đến các chi tiết lân cận; Không lường trước được các mức độ hư hỏng.
Khó xác định được các phụ tùng thay thế; Chi phí cao cho số lượng phụ tùng dự trữ trong kho; Không hoạch định trước được công việc đối với bộ phận bảo trì.
Chỉ số khả năng sẵn sàng của thiết bị là rất thấp; Chi phí cho bảo trì trực tiếp cũng như gián tiếp là rất lớn; Khó duy trì được sự ổn định trong sản xuất; Khó nâng cao được năng suất.
Tất cả các câu trên đều đúng.
Mục tiêu của 3Q6S là:
Chỉnh lý thu dọn; Chỉnh đốn gọn gàng.
Sạch sẽ, quét dọn vệ sinh; Thanh khiết, trong sạch.
Lễ nghi, phong cách; Kỷ luật, giáo huấn.
Tất cả các câu trên đều đúng.
Hiệu quả áp dụng 3Q6S
3Q6S người bán hàng đứng hàng đầu; đóng vai trò là nhà tiết kiệm; là người tuân thủ thời gian.
3Q6S được xem là phần mềm của sự an toàn; đóng vai trò là người xúc tiến các tiêu chuẩn hoá.
3Q6S là nguồn động lực cho chất lượng giá cả; góp phần tạo nên không khí làm việc vui vẻ tại phân xưởng.
Tất cả các câu trên đều đúng.
Để công việc lắp máy được nhanh cũng như để bảo đảm cho thiết bị sau khi lắp đạt được các yêu cầu kỹ thuật cần thiết, trước khi lắp các bộ phận phải
Lựa chọn các chi tiết còn dùng được.
Có các chi tiết đã sửa chữa cũng như các phụ tùng mới để thay thế cho các chi tiết phải bỏ đi.
Có các bộ phận của máy được tập hợp đủ bộ chi tiết tương ứng với bản kê chi tiết khi tháo máy và phiếu công nghệ lắp ráp thiết bị.
Tất cả các câu trên đều đúng.
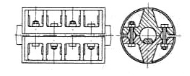
Khi phải lắp các nắp dài, ví dụ nắp hộp giảm tốc lớn hay buộc xi lanh động cơ ví dụ như hình vẽ bên thì đai ốc được siết theo nguyên tắc:
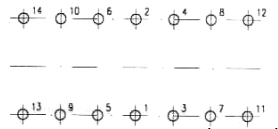
12; 13; 11; 14; 8; 9; 10; 7; 4; 5; 6; 3; 2; 1
10; 9; 8; 7; 2; 1; 14; 11; 12; 13; 4; 5; 6; 3
14; 13; 12; 11; 10; 9; 8; 7; 6; 5; 4; 3; 2; 1
1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14
Khi phải xiết các đai ốc trên các nắp tròn như nắp xi lanh ví dụ như hình vẽ bên thì đai ốc được siết theo nguyên tắc:

4; 5; 6; 3; 2; 1; 8; 7
8; 7; 3; 1; 4; 5; 6; 2
8; 6; 7; 5; 4; 3; 2; 1
1; 2; 3; 4; 5; 6; 7; 8
Đây là đồ gá dùng để:
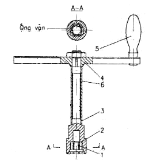
Vặn ren vít.
Tháo vít cấy bị gãy.
Tháo bánh răng.
Tháo then hoa.
Đây là cơ cấu dùng để
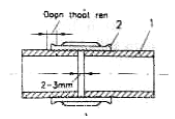
Vặn ren vít.
Tháo vít cấy bị gãy.
Nối ống ren.
Nối then hoa.
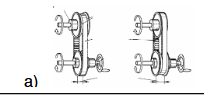
Hình vẽ bên là:
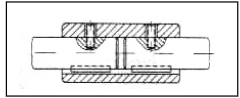
Khớp trục mặt bích.
Khớp trục ống có chốt.
Khớp trục hai nửa ghép dọc.
Khớp nối trục có vòng đàn hồi.
Hình vẽ bên là:
Khớp trục mặt bích.
Khớp trục ống có chốt.
Khớp trục hai nửa ghép dọc.
Khớp nối trục có vòng đàn hồi.
Hình vẽ bên là
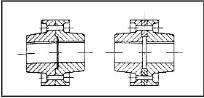
Khớp trục mặt bích.
Khớp trục ống có chốt.
Khớp trục hai nửa ghép dọc.
Khớp nối trục có vòng đàn hồi.
Hình vẽ bên là:
Khớp trục mặt bích.
Khớp trục ống có chốt.
Khớp trục hai nửa ghép dọc.
Khớp nối trục có vòng đàn hồi.
Bộ truyền bánh răng sau khi lắp được coi là làm việc bình thường khi thoả mãn một số yêu cầu kỹ thuật sau:
Đảm bảo tỉ số truyền chính xác; Khi làm việc không gây ồn và rung động quá lớn.
Truyền được công suất lớn trong phạm vi kích thước đã chọn.
Có độ hở mặt răng cần thiết để đảm bảo việc bôi trơn và bù trừ những sai số khi lắp.
Các phương pháp kiểm tra độ nhẵn là:
Phương pháp so sánh bề mặt chi tiết cần kiểm tra với mẫu độ nhẵn. Phương pháp căn ke (chép hình) bề mặt chi tiết.
Phương pháp quang học để đo prôfin của các vết nhấp nhô bề mặt. Tuỳ theo dụng cụ đo có thể đo độ nhẵn tới G10 G14.
Phương pháp đo prôfin bề mặt bằng mũi đo cho ngay trị số chiều cao chi tiết cần kiểm tra.
Tất cả các câu trên đều đúng
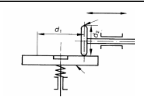
Hình vẽ bên là thiết bị gì?
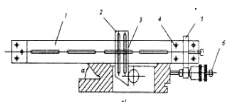
Thiết bị để kiểm tra độ song song 2 cạnh của băng máy.
Thiết bị để kiểm tra độ song song của mặt cạnh so với đường trục của trục trơn.
Thiết bị để kiểm tra độ vuông góc 2 cạnh của băng máy.
Thiết bị để kiểm tra độ phẳng 2 cạnh của băng máy.
Độ vuông góc giữa các mặt phẳng được kiểm tra bằng các dụng cụ sau:
Ê-ke, Canh lá
Calip đo trong và đồng hồ so.
Nivô vạn năng hay khung nivô và dây dọi.
Tất cả các câu trên đều đúng
Các phương pháp xác định độ cứng vững của máy:
Phương pháp tĩnh, đặt các tải trọng tĩnh lên các bộ phận của máy ở trạng thái máy không làm việc
Phương pháp có tải, đặt các tải trọng lên các bộ phận của máy ở trạng thái máy làm việc
Phương pháp thử nghiệm trong điều kiện máy dao động
Tất cả các câu trên đều đúng
Cơ cấu và thiết bị lắp xong, trước khi cho chạy thử, người thợ phải thực hiện đúng các yêu cầu an toàn lao động sau:
Kiểm tra và dọn sạch các vật không cần thiết và dụng cụ tại chỗ làm việc.
Trước khi cho thiết bị chạy, phải thử xem các bộ phận quay và chuyển động của cơ cấu có tốt không.
Chỉ cho thiết bị chạy thử khi có mặt và theo sự hướng dẫn của thợ cả hay quản đốc phân xưởng; Trước khi chạy thử phải báo hiệu, tất cả những người khác phải đứng xa tới một khoảng cách an toàn.
Tất cả các câu trên đều đúng
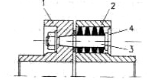
Hình vẽ bên là
Bộ truyền vô cấp đai răng
Bộ truyền vô cấp ma sát côn
Bộ truyền vô cấp ma sát đĩa
Bộ truyền vô cấp bánh đai
Hình vẽ bên là
Bộ truyền vô cấp đai răng
Bộ truyền vô cấp ma sát trụ côn
Bộ truyền vô cấp ma sát trụ
Bộ truyền vô cấp bánh đai
Hình vẽ bên là
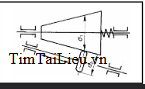
Bộ truyền vô cấp đai răng
Bộ truyền vô cấp ma sát trụ côn
Bộ truyền vô cấp ma sát trụ đĩa
Bộ truyền vô cấp bánh đai côn