
23 câu hỏi
Yếu tố nào không gây ra nhiệt cắt?
Ma sát giữa mặt trước dao và phoi.
Rung động.
Ma sát giữa mặt sau dao và chi tiết.
Công do kim loại biến dạng.
Phiến tỳ phẳng khống chế được mấy bậc tự do?
3 bậc tự do.
4 bậc tự do.
2 bậc tự do.
1 bậc tự do.
Quá trình sản xuất đúc trong khuôn cát theo thứ tự nào là đúng nhất?
Chế tạo bộ mẫu, làm khuôn lõi, sấy lõi và rót kim loại vào khuôn, dỡ khuôn, kiểm tra.
Chế tạo bộ mẫu, làm khuôn lõi, sấy khuôn lõi, lắp khuôn rót kim loại vào khuôn, phá lõi, làm sạch, kiểm tra.
Chế tạo bộ mẫu, làm khuôn lõi, sấy khuôn lõi, lắp khuôn và rót kim loại vào khuôn, dỡ khuôn, phá lõi, làm sạch, kiểm tra.
Chế tạo bộ mẫu, làm khuôn lõi, sấy khuôn lõi, rót kim loại vào khuôn, dỡ khuôn, phá lõi, làm sạch, kiểm tra.
Đặc điểm nào không phải là đặc điểm của bào?
Có độ chính xác cao.
Năng suất thấp.
Tốc độ cắt thấp.
Có hành trình chạy không.
Chọn đường kính que hàn dq xác định theo công thức, đối với hàn giáp mối?
S – Chiều dày chi tiết (mm).
S – Diện tích mặt cắt mối hàn (mm²).
S – Chiều cao mối hàn (mm).
S – Chiều dài mối hàn (mm).
Chuẩn định vị để gia công chi tiết dạng càng thông thường nên chọn?
Mặt đầu và ba vấu tỳ phụ.
Mặt đầu và hai lỗ vuông góc với mặt đầu.
Mặt đầu và các lỗ vuông góc với mặt đầu.
Tất cả đều đúng.
Chuẩn là bề mặt có thật trên đồ gá hoặc máy là?
Chuẩn gia công.
Chuẩn điều chỉnh.
Chuẩn đo lường.
Chuẩn lắp ráp.
Cho đồ gá và hệ trục tọa độ như hình bên dưới, Chi tiết số 2 có tác dụng hạn chế những bậc tự do nào của chi tiết gia công?
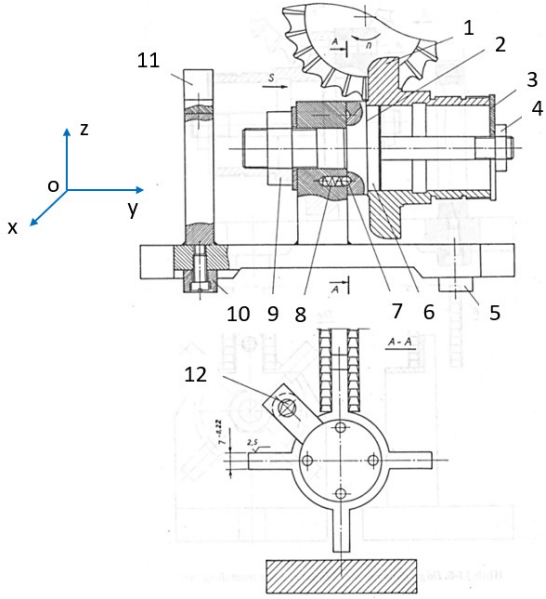
Quay quanh Ox và quay quanh Oy.
Tịnh tiến theo Ox, tịnh tiến và quay quanh Oz.
Tịnh tiến theo Ox và tịnh tiến và quay quanh Oy.
Tịnh tiến theo Oy, quay quanh Ox, Oz.
Nếu lượng dư quá bé thì?
Không đủ để hớt đi các sai lệch của phôi.
Tất cả đều đúng.
Xảy ra hiện tượng trượt dao trên bề mặt gia công.
Dao bị mòn nhanh.
Sai số xuất hiện trong quá trình gia công không theo quy luật nào cả là?
Sai số ngẫu nhiên.
Tất cả đều đúng.
Sai số hệ thống cố định.
Sai số hệ thống thay đổi.
Khi gia công chi tiết dạng hộp tốt nhất nên khống chế mấy bậc tự do?
4 bậc tự do.
Siêu định vị.
5 bậc tự do.
6 bậc tự do.
Quá trình gá đặt chi tiết gồm mấy quá trình?
5 quá trình.
4 quá trình.
3 quá trình.
2 quá trình.
Đây là sơ đồ tiện gì?
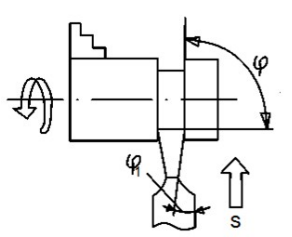
Tiện trụ trong.
Tiện mặt đầu.
Tiện ren.
Tiện cắt đứt.
Khi hàn hiện tượng ngắn mạch xảy ra thường xuyên I rất ....(1).... (I lớn hỏng máy) không cho phép Iđ quá ....(2)....., thường Iđ = .....(3)...?
(1)- lớn; (2)- lớn; (3)- Iđ = (13 -14) Ih.
(1)- lớn; (2)- lớn; (3)- Iđ = (1,3 - 1,4) Ih.
(1)- lớn; (2)- nhỏ; (3)- Iđ = (1,3 - 1,4) Ih.
(1)- lớn; (2)- nhỏ; (3)- Iđ = (13 - 14) Ih.
Chọn câu sai: độ chính xác gia công bao gồm các yếu tố sau?
Độ chính xác lắp ráp.
Độ chính xác về hình dáng.
Độ chính xác kích thước bản thân mặt gia công.
Độ chính xác về vị trí tương quan.
Đâu không là yêu cầu của mỏ cắt?
Mỏ cắt phải có chiều dài nhỏ.
Bộ mỏ cắt có nhiều đầu cắt để cắt các chiều dài khác nhau.
Có bộ phận gá lắp để cắt vòng tròn và lỗ.
Mỏ cắt có bộ phận bánh xe cắt ở đầu mỏ để đảm bảo khoảng cách không đổi từ mỏ đến vật cắt trong quá trình cắt.
Để đạt độ chính xác gia công trên máy công cụ bằng phương pháp tự động đạt kích thước cần phải thực hiện công đoạn nào sau đây?
Điều chỉnh vị trí tương quan giữa dụng cụ cắt so với chi tiết gia công.
Điều chỉnh máy.
Điều chỉnh vị trí của vật gia công so với đồ gá.
Điều chỉnh chế độ cắt.
Đồ gá trên máy phay là?
Luynét.
Mâm cặp.
Đầu phân độ.
Trục gá.
Vật phẩm đúc cần qua gia công cơ để nâng cao độ bóng, độ chính xác gọi là?
Thỏi đúc.
Chi tiết đúc.
Phôi đúc.
Thanh đúc.
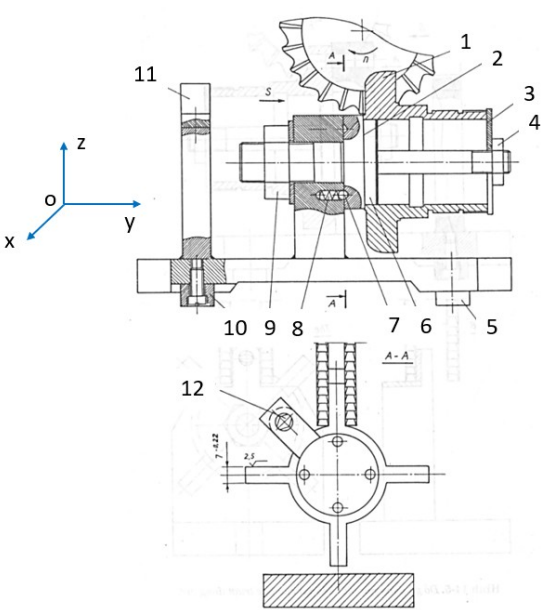
Khi định vị chi tiết dạng hộp như trong hình vẽ, mặt X0Y sẽ khống chế các bậc tự do nào?
Tịnh tiến theo OZ, Quay quanh OZ và quay quanh OY.
Tịnh tiến theo OY, Quay quanh OZ và quay quanh OY.
Tịnh tiến theo OX, Quay quanh OX và quay quanh OY.
Tịnh tiến theo OZ, Quay quanh OX và quay quanh OY.
Cho đồ gá và hệ trục tọa độ như hình bên dưới, Bộ phận định vị chi tiết gia công của đồ gá bao gồm những chi tiết nào?
4, 5, 6, 9.
2, 4, 5, 10.
2, 6, 12.
2, 4, 6.
Nguồn điện hàn bằng dòng xoay chiều có đặc điểm?
Máy hàn đơn giản dễ chế tạo, giá thành máy hàn xoay chiều rẻ hơn máy hàn 1 chiều. Hồ quang cháy ổn định hơn hàn bằng dòng 1 chiều.
Dễ gây hồ quang, hồ quang cháy ổn định hơn hàn bằng dòng 1 chiều, chất lượng mối hàn cao, thiết bị đơn giản, rẻ tiền.
Máy hàn đơn giản dễ chế tạo, giá thành máy hàn rẻ hơn máy hàn 1 chiều. Tuy nhiên khó gây hồ quang, tính ổn định kém.
Dễ gây hồ quang, hồ quang cháy ổn định hơn hàn bằng dòng 1 chiều, chất lượng mối hàn cao. Tuy nhiên thiết bị đắt tiền, chế tạo phức tạp.
Đây là sơ đồ gì?
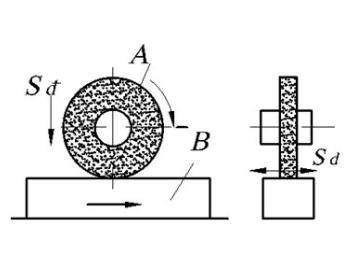
Mài phẳng bằng mặt đầu đá.
Tất cả các phương án trên đều sai.
Mài phẳng trên bàn máy hình tròn.
Mài phẳng trên bàn máy hình chữ nhật.