
33 CÂU HỎI
Bộ phận nghiên cứu và phát triển sản phẩm làm nhiệm vụ.
A. Nghiên cứu cải tiến sản phẩm cũ.
B. Nghiên cứu phát triển sản phẩm mới
C. Nghiên cứu công nghệ mới và đưa vào ứng dụng.
D. Cả 3 câu a,b và c đều đúng.
Bộ phận nghiên cứu và phát triển sản phẩm làm nhiệm vụ.
A. Nghiên cứu cải tiến sản phẩm cũ.
B. Nghiên cứu phát triển sản phẩm mới
C. Nghiên cứu công nghệ mới và đưa vào ứng dụng.
D. Cả 3 câu a,b và c đều đúng.
Sản xuất theo dây chuyền đem lại tính hiểu quả kinh tế cao là vì:
A. Giảm thời gian phụ.
B. Không phụ thuộc tay nghề công nhân.
C. Dễ đạt độ chính xác.
D. Cả 3 đều đúng.
Hành động điều khiển máy của công nhân được gọi là:
A. Động tác
B. Nguyên công.
C. Quá trình công nghệ
D. Bước.
Sản xuất theo dây chuyền đem lại tính hiểu quả kinh tế cao là vì:
A. Giảm thời gian phụ.
B. Không phụ thuộc tay nghề công nhân.
C. Dễ đạt độ chính xác.
D. Cả 3 đều đúng.
Đường chuyển dao là một phần của bước dùng để hớt đi một phần vật liệu bằng cùng một dụng cụ cắt và ……:
A. Cùng một máy gia công.
B. Cùng một chiều sâu cắt.
C. Cùng một chế độ cắt
D. Cùng một bước tiến dao.
Hành động điều khiển máy của công nhân được gọi là:
A. Động tác
B. Nguyên công.
C. Quá trình công nghệ
D. Bước.
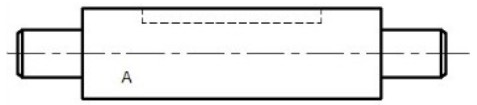
Chi tiết trên hình vẽ được gia công theo trình tự: “Gia công mặt A trên máy tiện sau đó đảo đầu gia công mặt B “.Hỏi chi tiết trên được gia công bằng:
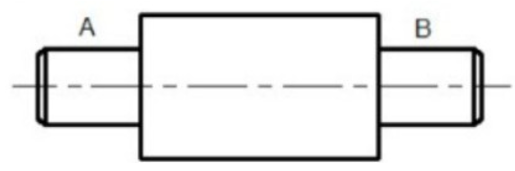
A. 1 nguyên công 2 lần gá
B. 2 nguyên công 2 lần gá
C. 1 nguyên công 1 lần gá
D. 2 nguyên công 1 lần gá
Đường chuyển dao là một phần của bước dùng để hớt đi một phần vật liệu bằng cùng một dụng cụ cắt và ……:
A. Cùng một máy gia công.
B. Cùng một chiều sâu cắt.
C. Cùng một chế độ cắt
D. Cùng một bước tiến dao.
Chi tiết trên hình vẽ được gia công theo trình tự : “Gia công mặt A trên máy tiện sau đó chuyển sang máy tiện khác gia công mặt B “. Hỏi chi tiết trên được gia công bằng:
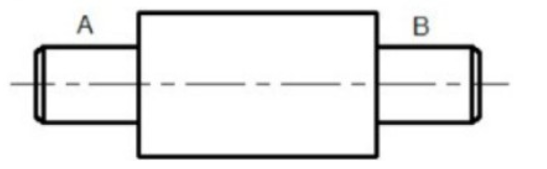
A. 1 nguyên công 2 lần gá.
B. 2 nguyên công 2 lần gá
C. 1 nguyên công 1 lần gá
D. 2 nguyên công 1 lần gá
Chi tiết trên hình vẽ được gia công theo trình tự: “Gia công mặt A trên máy tiện sau đó đảo đầu gia công mặt B “.Hỏi chi tiết trên được gia công bằng:
A. 1 nguyên công 2 lần gá
B. 2 nguyên công 2 lần gá
C. 1 nguyên công 1 lần gá
D. 2 nguyên công 1 lần gá
Chi tiết trên hình vẽ được gia công theo trình tự : “Gia công mặt A trên máy tiện sau đó đảo đầu gia công mặt B, cuối cùng là mài tinh mặt A “.Hỏi chi tiết trên được gia công bằng:
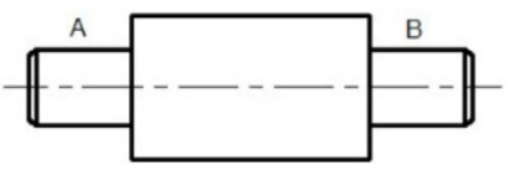
A. 1 nguyên công.
B. 2 nguyên công
C. 3 nguyên công
D. 4 nguyên công
Chi tiết trên hình vẽ được gia công theo trình tự : “Gia công mặt A trên máy tiện sau đó chuyển sang máy tiện khác gia công mặt B “. Hỏi chi tiết trên được gia công bằng:
A. 1 nguyên công 2 lần gá.
B. 2 nguyên công 2 lần gá
C. 1 nguyên công 1 lần gá
D. 2 nguyên công 1 lần gá
Bước là một phần của nguyên công dùng để tiến hành gia công một bề mặt sử dụng 1 dụng cụ cắt và ……:
A. Cùng một máy gia công.
B. Cùng một chiều sâu cắt.
C. Cùng một chế độ cắt
D. Cùng một bước tiến dao.
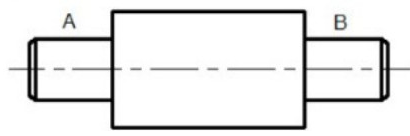
Chi tiết trên hình vẽ được gia công theo trình tự : “Gia công mặt A trên máy tiện sau đó đảo đầu gia công mặt B, cuối cùng là mài tinh mặt A “.Hỏi chi tiết trên được gia công bằng:
A. 1 nguyên công.
B. 2 nguyên công
C. 3 nguyên công
D. 4 nguyên công
Bước là một phần của nguyên công dùng để tiến hành gia công một bề mặt sử dụng 1 dụng cụ cắt và ……:
A. Cùng một máy gia công.
B. Cùng một chiều sâu cắt.
C. Cùng một chế độ cắt
D. Cùng một bước tiến dao.
………. là một phần của nguyên công được hoàn thành trong một lần gá đặt.
A. Bước.
B. Gá.
C. Vị Trí
D. Động tác
Tìm đáp án sai trong câu “Vị trí được xác định bởi một vị trí tương quan giữa chi tiết máy với…..”
A. Máy.
B. Công nhân
C. Chuẩn so
D. Dụng cụ cắt.
Quá trình công nghệ được hoàn thiện rồi ghi lại thành văn kiên công nghệ thì được gọi là:
A. Quy trình sản xuất.
B. Quá trình sản xuất
C. Quy trình công nghệ.
D. Quy trình nguyên công
Theo TCVN hệ số chuyên môn hóa Kc = 250 thì dạng sản xuất cảu sản phẩm là:
A. Đơn chiếc
B. Loạt lớn.
C. Hàng khối.
D. Loạt nhỏ
Theo TCVN hệ số chuyên môn hóa Kc = 2 thì dạng sản xuất của sản phẩm là:
A. Đơn chiếc.
B. Loạt lớn.
C. Hàng khối.
D. Loạt nhỏ
Theo TCVN hệ số chuyên môn hóa Kc = 5 thì dạng sản xuất của sản phẩm là:
A. Đơn chiếc.
B. Loạt lớn.
C. Hàng khối.
D. Loạt nhỏ
Theo TCVN hệ số chuyên môn hóa Kc = 112 thì dạng sản xuất của sản phẩm là:
A. Đơn chiếc.
B. Loạt lớn.
C. Hàng khối
D. Loạt nhỏ
Trực tiếp làm thay đổi hình dáng, kích thước, vị trí tương quan và tính chất cơ lý của chi tiết máy là:
A. Nguyên công
B. Bước.
C. Quá trình công nghệ.
D. Cả 3 câu trên
..…. Là một phần của quá trình công nghệ được hoàn thành liên tục tại một chỗ làm việc và do một hoặc một nhóm công nhân thực hiện.
A. Nguyên công.
B. Bước.
C. Gá.
D. Cả 3 câu trên
Các thành phần nào thuộc quá trình công nghệ:
A. Nguyên công, gá
B. Bước, đường chuyển dao.
C. Động tác, vị trí.
D. Cả 3 câu trên
Tiện trụ A rồi sau đó phay rãnh thên hỏi chi tiết gia công theo:
A. 1 Nguyên công vì tính chất liên tục
B. 1 Nguyên công vì gia công tại 1 địa điểm.
C. 2 nguyên công vì không đảm bảo tính liên tục.
D. Cả 3 câu trên đều sai
Tính chất hình học của bề mặt gia công chi tiết máy được đánh giá thông qua tiêu chí:
A. Độ nhấp nhô tế vi.
B. Độ mòn bề mặt
C. Độ sóng bề mặt.
D. Đáp án a và c.
Trạng thái và tính chất cơ lý của lớp bề mặt gia công chi tiết máy không được đánh giá thông qua tiêu chí nào sau đây:
A. Độ cứng.
B. Ứng suất dư.
C. Chiều sâu lớp biến cứng.
D. Độ bền mỏi.
Khả năng thích ứng với môi trường làm việc của bề mặt chi tiết máy không được đánh giá thông qua tiêu chí nào sau đây:
A. Độ bền mòn.
B. Khả năng chống xâm thực hóa học
C. Ứng suất dư.
D. Độ bền mỏi.
Ký hiệu chiều cao nhấp nhô của bề mặt chi tiết máy được gia công:
A. Ra
B. σ -1
C. Rz
D. [σ -1]
Ký hiệu sai lệch profin trung bình cộng của bề mặt chi tiết máy được gia công:
A. Ra
B. σ
C. Rz
D. [σ]
Ký hiệu độ bền mỏi cho phép của bề mặt chi tiết máy được gia công:
A. Ra
B. σ -1
C. Rz
D. [σ -1]
Gợi ý cho bạn
Bài Quiz không có tiêu đề