
25 CÂU HỎI
Khuyến tật không được chấp nhận trong kiểm tra chất lượng mối hàn:
A. Nứt
B. Rổ khí
C. Cháy chân
D. Chảy sệ
Các kết cấu thường bị cong vênh biến dạng do:
A. Nhiệt hàn
B. Que hàn
C. Kim loại hàn
D. Nguồn hàn
Nguyên nhân sinh ra khuyết tật “khuyết cạnh” khi hàn hồ quang tay que hàn thuốc bọc:
A. Dòng hàn quá cao
B. Chiều dài hồ quang quá ngắn
C. Mối hàn quá hẹp do lắc que
D. Tốc độ hàn quá chậm thiếu dừng ở các biên mối hàn
Nguyên nhân sinh ra khuyết tật “Chồng mép hoặc chảy xệ” khi hàn hồ quang tay que hàn thuốc bọc:
A. Đường kính que quá lớn
B. Tốc độ hàn quá nhanh
C. Chiều dài hồ quang quá ngắn
D. Mối hàn quá hẹp do lắc que
Những dụng cụ để khai triển chi tiết hàn trên bản mẩu vật liệu phi kim loại:
A. Thước lá bằng sắt, Com pa, Ê ke 900 , Mũi vạch, Công tu, búa nguội 0.25 g,
B. Kính hàn
C. Que hàn
D. Kìm hàn
Hình vẽ sau đây là nguyên lý hàn của phương pháp hàn:
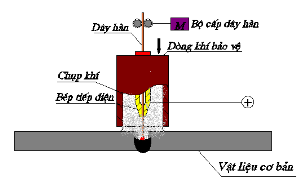
A. Hàn MAG
B. Hàn SMAW
C. Hàn SAW
D. Hàn TIG
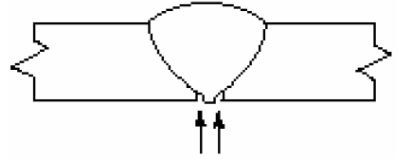
Hình vẽ sau đây là nguyên lý hàn của phương pháp hàn:
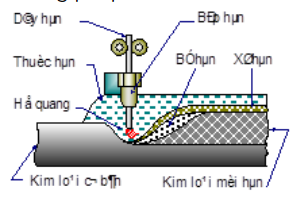
A. SAW
B. SMAW
C. MAG
D. TIG
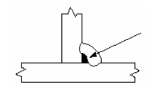
Hình vẽ sau đây là nguyên lý hàn của phương pháp hàn:
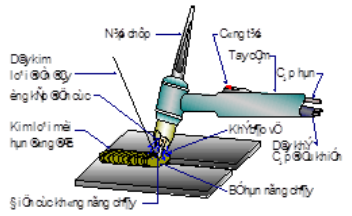
A. TIG
B. SMAW
C. MAG
D. SAW
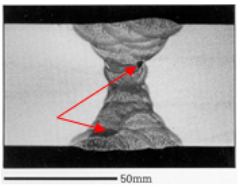
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
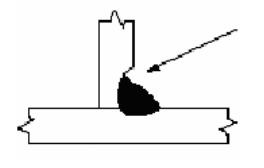
A. Khuyết cạnh
B. Rổ khí
C. Nứt
D. Lẫn xỉ
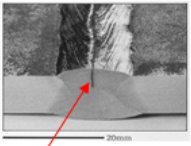
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
A. Không ngấu
B. Rổ khí
C. Nứt
D. Khuyết cạnh
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
A. Thiếu chảy
B. Rổ khí
C. Nứt
D. Khuyết cạnh
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
A. Nứt
B. Rổ khí
C. Không ngấu
D. Khuyết cạnh
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
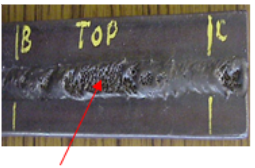
A. Rổ khí
B. Nứt
C. Không ngấu
D. Khuyết cạnh
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
A. Lẫn xỉ
B. Nứt
C. Không ngấu
D. Khuyết cạnh
Khuyệt tật hàn trong mối hàn hình dưới đây (mủi tên chỉ) là:
A. Quẹt hồ quang
B. Nứt
C. Không ngấu
D. Khuyết cạnh
Khai triển phôi hàn nếu biết trước được hai điểm (a) và (b) bất kỳ ta vẽ được:
A. Một đường thẳng
B. Hai đường thẳng
C. Ba đường thẳng
D. Bốn đường thẳng
Phương pháp khai triển chữ T ở hình bên: trong đó H1 là hình chiếu đứng và H2 là hình khai triển và d là đường kính ống ở hình bên. Hãy cho biết công thức tính chiều dài L:
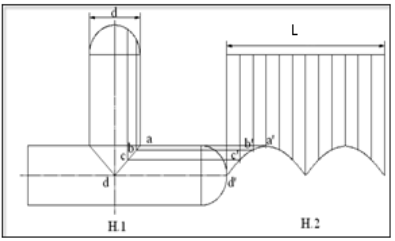
A. L= π.d
B. L= 2π.d
C. L= π.d2
D. L= π2 .d
Kích thước phôi hàn ghi trên bản vẽ: 100-1+2 xác định kích thước khai triển lớn nhất nằm trong dung sai cho phép:
A. Kích thước: 102
B. Kích thước: 103
C. Kích thước: 101
D. Kích thước: 104
Chi tiết phôi hàn thép tấm kích thước tọa độ được ghi: (200 x 150 x 10) xác định chiều dày của chi tiết:
A. 5 mm
B. 10 mm
C. 15 mm
D. 20 mm
Kỹ thuật gá lắp kết cấu hàn ảnh hưởng tới:
A. Chỉ ảnh hưởng trong quá trình hàn phương pháp hàn hồ quang tay SMAW
B. Năng suất, chất lượng mối hàn
C. Hàn lớp lót quá lồi hoặc hàn không thấu
D. Chỉ ảnh hưởng trong quá trình hàn phương pháp hàn hồ quang điện cực chảy có khí bảo vệ (MAG)
Khe hở đầu nối mối hàn giáp mối vát cạnh chữ “V” khi gá lắp phụ thuộc vào:
A. Loại que hàn điện một chiều hay xoay chiều
B. Loại máy hàn điện một chiều hay xoay chiều
C. Trình độ tay nghề thợ hàn
D. Phương pháp hàn, Đường kính que hàn lớp lót theo bảng quy trình
Những bề mặt có thực trên chi tiết ta lấy làm gốc để đo vị trí của bề mặt gia công là:
A. Chuẩn đo lương
B. Chuẩn định vị
C. Chuẩn điều chỉnh
D. Gốc kích thước
Những bề mặt có thực trên đồ gá hay máy dùng để điều chỉnh dụng cụ cắt hay chuẩn định vị là:
A. Chuẩn gia công
B. Chuẩn đo lường
C. Chuẩn điều chỉnh
D. Chuẩn định vị
Khi chi tiết gia công được định vị trên mâm cặp 3 chấu tự định tâm thì chuẩn điều chỉnh và chuẩn định vị được xác định là:
A. Chuẩn điều chỉnh nằm ở tâm còn chuẩn định vị nằm ở mặt trụ ngoài
B. Chuẩn điều chỉnh và chuẩn định vị nằm ở tâm chi tiết
C. Chuẩn định vị nằm ở tâm còn chuẩn điều chỉnh vị nằm ở mặt trụ ngoài
D. Chuẩn điều chỉnh và chuẩn định vị nằm ở mặt trụ ngoài
Chuẩn kiểm tra còn gọi là:
A. Chuẩn đo lường
B. Chuẩn định vị
C. Chuẩn điều chỉnh
D. Gốc kích thước
Gợi ý cho bạn
Bài Quiz không có tiêu đề