Máy cán vật liệu thô thành lá vật liệu có độ dày được điều chỉnh tự động là một sản phẩm ứng dụng tính chất đâm xuyên của tia phóng xạ như hình bên dưới.
22/28
Máy cán vật liệu thô thành lá vật liệu có độ dày được điều chỉnh tự động là một sản phẩm ứng dụng tính chất đâm xuyên của tia phóng xạ như hình bên dưới. Biết rằng, với một nguồn phóng xạ mới, chùm tia phóng xạ sẽ giảm độ phóng xạ đi $n_0 = 8$ lần khi đi qua lá thép có độ dày tiêu chuẩn $d_0 = 6$ mm. Nếu người ta cài đặt máy để cán được lá thép có độ dày $d_1$ thì độ phóng xạ khi qua lá thép sẽ giảm $n_1 = \dfrac{d_1}{d_0}n_0$ lần.
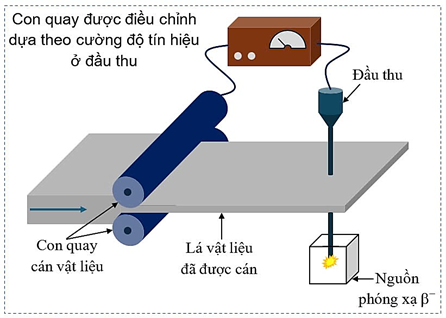
a) Nguyên lí hoạt động của máy cán vật liệu có độ dày được điều chỉnh tự động là: Ở độ dày tiêu chuẩn của lá vật liệu, đầu thu sẽ nhận một độ phóng xạ xác định, do đó mức tín hiệu ở đầu thu cũng xác định. Khi đó, hệ thống máy tính sẽ không gửi tín hiệu điều chỉnh vị trí con lăn. Nếu lá vật liệu có độ dày khác độ dày tiêu chuẩn thì tín hiệu đầu thu sẽ thay đổi (do độ phóng xạ tới đầu thu bị thay đổi). Thông qua hệ thống máy tính, một tín hiệu điều chỉnh vị trí con quay cán vật liệu sẽ được gửi đi nhằm đưa độ dày của lá vật liệu trở về giá trị tiêu chuẩn đo.
b) Nếu người ta cài đặt máy để cán được lá thép có độ dày $8$ mm thì độ phóng xạ khi qua lá thép sẽ giảm $10$ lần.
c) Khi độ dày lá thép thay đổi từ $6$ mm sang $8$ mm thì độ phóng xạ tới đầu thu sẽ giảm $2$ lần.
d) Nếu thay nguồn phóng xạ mới bằng một nguồn cùng loại đã sử dụng một khoảng thời gian bằng chu kì bán rã của nguồn phóng xạ và giữ nguyên tín hiệu ở đầu thu đã cài đặt để sản xuất lá thép có độ dày tiêu chuẩn $d_0$ thì độ dày $d_3$ của lá vật liệu được sản xuất ra sẽ bằng $4$ mm.
| Nội dung | Đúng | Sai |
a | Nguyên lí hoạt động của máy cán vật liệu có độ dày được điều chỉnh tự động là: Ở độ dày tiêu chuẩn của lá vật liệu, đầu thu sẽ nhận một độ phóng xạ xác định, do đó mức tín hiệu ở đầu thu cũng xác định. Khi đó, hệ thống máy tính sẽ không gửi tín hiệu điều chỉnh vị trí con lăn. Nếu lá vật liệu có độ dày khác độ dày tiêu chuẩn thì tín hiệu đầu thu sẽ thay đổi (do độ phóng xạ tới đầu thu bị thay đổi). Thông qua hệ thống máy tính, một tín hiệu điều chỉnh vị trí con quay cán vật liệu sẽ được gửi đi nhằm đưa độ dày của lá vật liệu trở về giá trị tiêu chuẩn d0. | Đ |
|
b | Nếu người ta cài đặt máy để cán được lá thép có độ dày 8 mm thì độ phóng xạ khi qua lá thép sẽ giảm 10 lần. |
| S |
c | Khi độ dày lá thép thay đổi từ 6 mm sang 8 mm thì độ phóng xạ tới đầu thu sẽ giảm 2 lần. | Đ |
|
d | Nếu thay nguồn phóng xạ mới bằng một nguồn cùng loại đã sử dụng một khoảng thời gian bằng chu kì bán rã của nguồn phóng xạ và giữ nguyên tín hiệu ở đầu thu đã cài đặt để sản xuất lá thép có độ dày tiêu chuẩn d0 thì độ dày d3 của lá vật liệu được sản xuất ra sẽ bằng 4 mm. | Đ |
|
a) ĐÚNG
Nguyên lí hoạt động của máy cán vật liệu có độ dày được điều chỉnh tự động là: Ở độ dày tiêu chuẩn của lá vật liệu, đầu thu sẽ nhận một độ phóng xạ xác định, do đó mức tín hiệu ở đầu thu cũng xác định. Khi đó, hệ thống máy tính sẽ không gửi tín hiệu điều chỉnh vị trí con lăn. Nếu lá vật liệu có độ dày khác độ dày tiêu chuẩn thì tín hiệu đầu thu sẽ thay đổi (do độ phóng xạ tới đầu thu bị thay đổi). Thông qua hệ thống máy tính, một tín hiệu điều chỉnh vị trí con quay cán vật liệu sẽ được gửi đi nhằm đưa độ dày của lá vật liệu trở về giá trị tiêu chuẩn d0.
b) SAI
Nếu người ta cài đặt máy để cán được lá thép có độ dày $8$ mm thì độ phóng xạ khi qua lá thép sẽ giảm
n1=d1d0n0=86·8=16 lần.n_1 = \dfrac{d_1}{d_0}n_0 = \dfrac{8}{6}\cdot 8 = 16 \ \text{lần.}
c) ĐÚNG
Gọi $H_0$ (Bq) là độ phóng xạ ban đầu của nguồn phóng xạ.
Để cán được lá thép có độ dày $6$ mm thì độ phóng xạ khi qua lá thép sẽ giảm $8$ lần. Độ phóng xạ tới đầu thu khi đó là
H1=H0n0 (Bq) (1)H_1 = \dfrac{H_0}{n_0} \ \text{(Bq)} \quad (1)
Để cán được lá thép có độ dày $8$ mm thì độ phóng xạ khi qua lá thép sẽ giảm $16$ lần. Độ phóng xạ tới đầu thu khi đó là
H2=H0n1=H0n0d1d0 (Bq) (2)H_2 = \dfrac{H_0}{n_1} = \dfrac{H_0}{n_0 \dfrac{d_1}{d_0}} \ \text{(Bq)} \quad (2)
Từ (1) và (2) suy ra:
H1H2=n0d1d0n0=d1d0=86≈1.33≈2.\dfrac{H_1}{H_2} = \dfrac{n_0\dfrac{d_1}{d_0}}{n_0} = \dfrac{d_1}{d_0} = \dfrac{8}{6} \approx 1.33 \approx 2.
Vậy khi độ dày lá thép thay đổi từ $6$ mm sang $8$ mm thì độ phóng xạ tới đầu thu sẽ giảm $2$ lần.
d) ĐÚNG
Độ phóng xạ của nguồn phóng xạ đã sử dụng một khoảng thời gian bằng chu kì bán rã của nguồn phóng xạ:
H=H02.H = \dfrac{H_0}{2}.
Độ phóng xạ tới đầu thu khi lá thép có độ dày tiêu chuẩn $d_0$ là
H1=H0n0.H_1 = \dfrac{H_0}{n_0}.
Độ phóng xạ tới đầu thu khi lá thép có độ dày tiêu chuẩn $d_3$ là
H3=Hn0d3d0=H02n0d3d0.H_3 = \dfrac{H}{n_0\dfrac{d_3}{d_0}} = \dfrac{H_0}{2n_0\dfrac{d_3}{d_0}}.
Độ dày $d_3$ của lá thép được sản xuất khi giữ nguyên tín hiệu đầu thu ($H_1$) là:
H3=H1 ⇔ H02n0d3d0=H0n0 ⇔ 2n0d3d0=n0.H_3 = H_1 \ \Leftrightarrow \ \dfrac{H_0}{2n_0\dfrac{d_3}{d_0}} = \dfrac{H_0}{n_0} \ \Leftrightarrow \ 2n_0\dfrac{d_3}{d_0} = n_0.
⇒d3d0=12 ⇒ d3=d01+logn012=61+log812=4 mm.\Rightarrow \dfrac{d_3}{d_0} = \dfrac{1}{2} \ \Rightarrow \ d_3 = d_0\left(1+\log_{n_0}\dfrac{1}{2}\right) = 6\left(1+\log_8\dfrac{1}{2}\right)=4 \ \text{mm.}