200+ câu trắc nghiệm Dung sai và Kĩ thuật đo có đáp án - Phần 3
30 câu hỏi
Cho chi tiết lỗ D = ∅80\(_{ - 0,027}^{ + 0,005}\), chọn chi tiết trục d để tạo thành lắp có độ dôi?
d = ∅80\(_{ + 0,01}^{ + 0,021}\)
d = ∅80\(_{ - 0,042}^{ - 0,028}\)
d = ∅80\(_{ + 0,001}^{ + 0,021}\)
d = ∅80\(_{ + 0,007}^{ + 0,021}\)
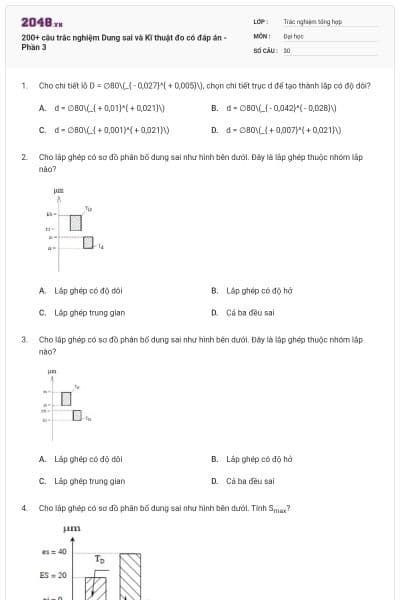
Cho lắp ghép có sơ đồ phân bố dung sai như hình bên dưới. Đây là lắp ghép thuộc nhóm lắp nào?
Lắp ghép có độ dôi
Lắp ghép có độ hở
Lắp ghép trung gian
Cả ba đều sai
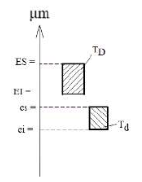
Cho lắp ghép có sơ đồ phân bố dung sai như hình bên dưới. Đây là lắp ghép thuộc nhóm lắp nào?

Lắp ghép có độ dôi
Lắp ghép có độ hở
Lắp ghép trung gian
Cả ba đều sai
Cho lắp ghép có sơ đồ phân bố dung sai như hình bên dưới. Tính Smax?
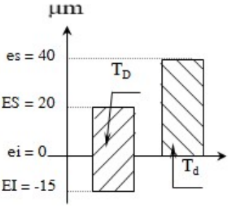
0,020
0,040
0,035
0,055
Cho lắp ghép có sơ đồ phân bố dung sai như hình bên dưới. Tính Nmax?
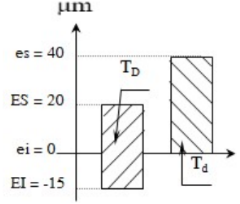
0,020
0,040
0,035
0,055
Loạt chi tiết gia công có kích thước d = ö40 , Td = 16μm , ei = −25μm. Đánh giá hai chi tiết với kích thước thực sau đây dt1 = ö39,9925 và dt2 = ö39,976 có đạt yêu cầu không?
Chi tiết 1 đạt, chi tiết 2 không đạt.
Chi tiết 2 đạt, chi tiết 1 không đạt.
Cả hai chi tiết đều đạt.
Cả hai chi tiết đều không đạt.
Loạt chi tiết gia công có kích thước d = ö60 , Td = 16μm , ei = −25μm. Đánh giá hai chi tiết với kích thước thực sau đây dt1 = ö59,98 và dt2 = ö59,974 có đạt yêu cầu không?
Chi tiết 1 đạt, chi tiết 2 không đạt.
Chi tiết 2 đạt, chi tiết 1 không đạt.
Cả hai chi tiết đều đạt.
Cả hai chi tiết đều không đạt.
Cho một lắp ghép theo hệ thống trục có sai lệch cơ bản của lỗ là H, Td = 35μm, Smax = 73μm. Tính sai lệch giới hạn của lỗ và trục:
ES = 73μm, EI = 0, es = 0, ei = −35μm.
ES = 0, EI = −38μm, es = 0, ei = −35μm.
ES = 0, EI = −38μm, es = 35μm, ei = 0.
ES = 38μm, EI = 0, es = 0, ei = −35μm.
Cho một lắp ghép theo hệ thống lỗ có sai lệch cơ bản của trục là h, TD = 35μm, Smax = 73μm. Tính sai lệch giới hạn của lỗ và trục:
ES = 38μm, EI = 0, es = 0, ei = −35μm.
ES = 0, EI = −38μm, es = 0, ei = −35μm.
ES = 0, EI = −38μm, es = 35μm, ei = 0.
ES = 35μm, EI = 0, es = 0, ei = −38μm.
Cho một lắp ghép theo hệ thống trục có sai lệch cơ bản của lỗ là H, Td = 40μm, Smax = 70μm. Tính sai lệch giới hạn của lỗ và trục:
ES = 40μm, EI = 0, es = 0, ei = −30μm.
ES = 0, EI = −40μm, es = 0, ei = −30μm.
ES = 0, EI = −30μm, es = 40μm, ei = 0.
ES = 30μm, EI = 0, es = 0, ei = −40μm.
Cho một lắp ghép theo hệ thống lỗ có sai lệch cơ bản của trục là h, TD = 40μm, Smax = 70μm. Tính sai lệch giới hạn của lỗ và trục:
ES = 40μm, EI = 0, es = 0, ei = −30μm.
ES = 0, EI = −40μm, es = 0, ei = −30μm.
ES = 0, EI = −30μm, es = 40μm, ei = 0.
ES = 30μm, EI = 0, es = 0, ei = −40μm.
Cho hai lắp ghép ö48F7/h6 và ö48F8/h7. Hai lắp ghép đó có:
Cùng độ hở Smax và Smin.
Cùng độ hở Smax nhưng khác Smin.
Cùng độ hở Smin nhưng khác Smax.
Độ hở Smax và Smin đều khác nhau.
Cho hai lắp ghép ö40F8/h7 và ö48F8/h7. Hai lắp ghép đó có:
Cùng độ hở Smax và Smin.
Cùng độ hở Smax nhưng khác Smin.
Cùng độ hở Smin nhưng khác Smax.
Độ hở Smax và Smin đều khác nhau.
Cho hai lắp ghép ö50F7/h8 và ö55F8/h7. Hai lắp ghép đó có:
Cùng độ hở Smax và Smin.
Cùng độ hở Smax nhưng khác Smin.
Cùng độ hở Smin nhưng khác Smax.
Độ hở Smax và Smin đều khác nhau.
Dấu hiệu "∩" dùng để biểu thị cho sai lệch hình dạng hoặc vị trí nào?
Sai lệch hình dạng của bề mặt cong cho trước.
Sai lệch hình dạng của profin cho trước.
Độ giao nhau giữa các đường tâm.
Độ đảo hướng tâm toàn phần.
Yêu cầu kỹ thuật quan trọng của các lỗ trong chi tiết dạng hộp như hình bên là:
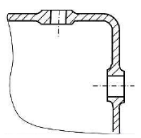
Độ đảo hướng tâm và độ giao nhau giữa các đường tâm lỗ.
Độ giao nhau và độ vuông góc giữa các đường tâm lỗ.
Độ đồng tâm giữa các đường tâm lỗ.
Độ vuông góc và độ đối xứng giữa các đường tâm lỗ.
Cho chi tiết như hình vẽ. ý nghĩa của ký hiệu là
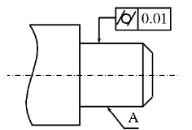
Dung sai độ trụ của bề mặt A so với đường tâm không quá 0,01mm.
Dung sai độ đảo của bề mặt A không quá 0,01mm.
Dung sai độ trụ của bề mặt A không lớn hơn 0,01mm.
Dung sai độ tròn của bề mặt A không lớn hơn 0,01mm.
Sử dụng ký hiệu bên khi ghi độ nhám bề mặt của chi tiết, trong đó ô 4 dùng để ghi:
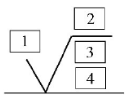
Trị số chiều dài chuẩn.
Phương pháp gia công lần cuối.
Thông số Ra hoặc Rz.
Ký hiệu hướng nhấp nhô.
Sử dụng ký hiệu bên khi ghi độ nhám bề mặt của chi tiết, trong đó ô 1 dùng để ghi:
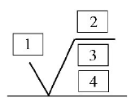
Trị số chiều dài chuẩn.
Phương pháp gia công lần cuối.
Thông số Ra hoặc Rz.
Ký hiệu hướng nhấp nhô.
Sử dụng ký hiệu bên khi ghi độ nhám bề mặt của chi tiết, trong đó ô 2 dùng để ghi:
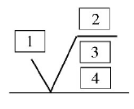
Trị số chiều dài chuẩn.
Phương pháp gia công lần cuối.
Thông số Ra hoặc Rz.
Ký hiệu hướng nhấp nhô.
Sử dụng ký hiệu bên khi ghi độ nhám bề mặt của chi tiết, trong đó ô 3 dùng để ghi:
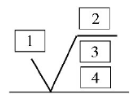
Trị số chiều dài chuẩn.
Phương pháp gia công lần cuối.
Thông số Ra hoặc Rz.
Ký hiệu hướng nhấp nhô.
Hình bên dưới biểu thị cho điều gì?
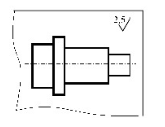
Chi tiết không ghi độ nhám
Tất cả các bề mặt chi tiết có độ nhám là Ra=2,5µm
Tất cả các bề mặt chi tiết có độ nhám là Rz=2,5µm
Tất cả đều sai
Hình bên khoanh tròn biểu thị cho điều gì?
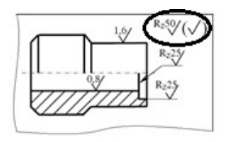
Chi tiết không ghi độ nhám
Tất cả các bề mặt chi tiết có độ nhám là Rz=50µm
Những bề mặt không có ghi chỉ dẫn kí hiệu nhám có cùng độ nhám là Rz=50µm
Tất cả đều sai
Theo TCVN 2511-95, đánh giá độ nhám bề mặt theo 2 tiêu chí là Ra và Rz. Vậy tiêu chí Ra là gì?
Sai lệch số học trung bình của prôfin
Chiều cao mấp mô của prôfin theo 10 điểm
Chiều cao lớn nhất của nhám bề mặt
Chiều cao số học nhỏ nhất của nhám bề mặt
Theo TCVN 2511-95, đánh giá độ nhám bề mặt theo 2 tiêu chí là Ra và Rz. Vậy tiêu chí Rz là gì?
Sai lệch số học trung bình của prôfin
Chiều cao mấp mô của prôfin theo 10 điểm
Chiều cao lớn nhất của nhám bề mặt
Chiều cao số học nhỏ nhất của nhám bề mặt
Nếu góc trên bên phải của một bản vẽ chi tiết có ghi ký hiệu độ nhám  , điều đó có nghĩa là:
, điều đó có nghĩa là:
Có một số bề mặt của chi tiết không qui định phương pháp gia công.
Có một số bề mặt của chi tiết cho phép dùng phương pháp gia công cắt gọt hoặc gia công không phoi.
Các bề mặt của chi tiết chưa ghi ký hiệu độ nhám thì không cần gia công cắt gọt.
Các bề mặt của chi tiết chưa ghi ký hiệu độ nhám thì dùng phương pháp gia công cắt gọt.
TCVN 1480-84 qui định mức chính xác của ổ lăn có:
5 cấp và được ký hiệu là 0, 6, 5, 4, 2.
5 cấp và được ký hiệu là 0, 1, 2, 3, 4.
6 cấp và được ký hiệu là 0, 6, 5, 4, 3, 2.
6 cấp và được ký hiệu là 0, 1, 2, 3, 4, 5.
Nguyên tắc chọn lắp ghép cho các vòng lăn của ổ lăn là chọn:
Lắp ghép có độ hở cho vòng chịu tải chu kỳ; lắp ghép có độ dôi cho vòng chịu tải cục bộ và dao động.
Lắp ghép có độ hở cho vòng chịu tải cục bộ và dao động; lắp ghép có độ dôi cho vòng chịu tải chu kỳ.
Lắp ghép có độ hở cho vòng chịu tải cục bộ; lắp ghép có độ dôi cho vòng chịu tải chu kỳ và dao động.
Lắp ghép có độ hở cho vòng chịu tải chu kỳ và dao động; lắp ghép có độ dôi cho vòng chịu tải cục bộ.
Khi lắp ổ lăn, chọn lắp ghép của:
Vòng ngoài với vỏ hộp theo hệ thống trục, còn vòng trong với trục theo hệ thống lỗ.
Vòng ngoài với vỏ hộp theo hệ thống lỗ, còn vòng trong với trục theo hệ thống trục.
Vòng trong với trục và vòng ngoài với vỏ hộp đều theo hệ thống trục.
Vòng trong với trục và vòng ngoài với vỏ hộp đều theo hệ thống lỗ.
Trên bản vẽ lắp, kiểu lắp của vòng ngoài D và vòng trong d của ổ lăn được ghi như sau:
D = φ150H7/h7 ; d = φ70H7/m6.
D = φ150G7/h6 ; d = φ70H7/n6.
D = φ150H7 ; d = φ70k6.
D = φ150k6 ; d = φ70D7.